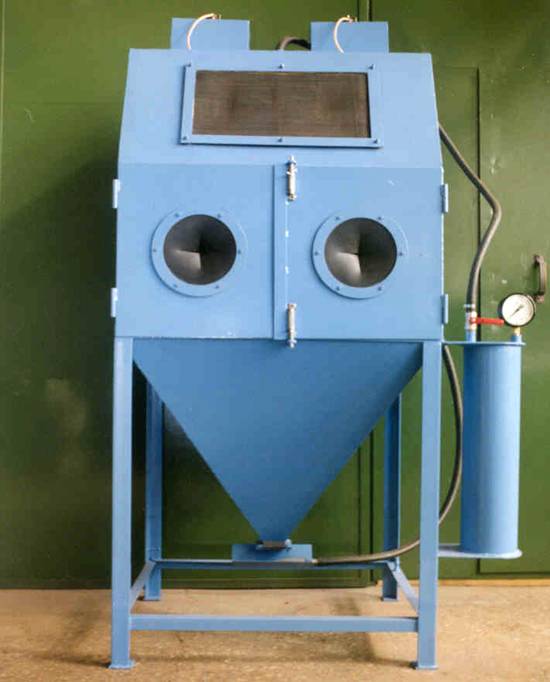
Рис.19. Камера дробеструйная стационарная.
При газотермическом напылении силами, определяющими прочность сцепления покрытия с поверхностью детали, являются силы механического зацепления за неровности поверхности. В этой связи, подлежащую напылению поверхность детали подвергают специальной абразивоструйной обработке с целью получения максимальной шероховатости. Наиболее широкое применение для этих целей находит метод обработки поверхности деталей движущейся в потоке сжатого воздуха колотой чугунной дробью или электрокорундом. Дробь чугунная колотая имеет острые кромки и твердость до 60 HRc. Для металлов имеющих невысокую твердость применяют электрокорунд. В специальных устройствах - дробеструйных пистолетах, частицы дроби или электрокорунда размером 0,5-2,0 мм сжатым воздухом, разгоняются до скорости 30-40 м/сек. Такой поток частиц абразивного материала направляется на предварительно обезжиренную поверхность детали. При соударении с металлической поверхностью детали, в зависимости от её твердости, частицы абразивного материала создают на поверхности шероховатость Rz 40 – Rz 160 мкм. В некоторых случаях, для создания шероховатости на поверхности тел вращения в месте напыления, используют метод нарезания рваной резьбы.
Дробеструйная обработка малогабаритных деталей осуществляется в стационарной дробеструйной камере (Рис.19). Для наблюдения оператором за процессом в верхней части передней стенки камеры размещено смотровое окно. Средняя часть выполнена в виде распахивающихся дверок, через которые производится загрузка деталей. Размер дверного проема 900×500 мм. По центру створок имеются круглые отверстия для рук, затворенные резиновыми уплотнителями. В боковых стенках камеры размещены отверстия, которые предназначены для загрузки изделий значительной длины и диаметром до 200 мм. На верхней стенке камеры находятся светильники для освещения внутренней (рабочей) зоны и отверстие для подсоединения воздуховода вытяжной вентиляции. Обработка шеек валов большого диаметра производится в специальной мобильной камере (Рис.20). Конструкция камеры позволяет перемещать её вдоль оси вала и производить дробеструйную обработку шеек диаметром до 600 мм. Загрузка деталей (валов) осуществляется путём раскрытия камеры в горизонтальной плоскости.
3.2.1.Назначение и область применения.
Камера дробеструйная предназначена для абразивоструйной обработки напыляемых деталей колотой дробью или электрокорундом с целью создания на их поверхности шероховатости, обеспечивающей необходимую прочность сцепления напыленного слоя с деталью.
3.2.2.Основные технические данные и характеристики.
Наименование параметра |
Значение |
Производительность, м.кв./час: |
1,5-2,0 |
Размеры абразивного материала, мм: |
|
дробь чугунная колотая |
1,0-1,8 |
электрокоррунд |
0,1-2,0 |
Расход воздуха, м.куб./мин: |
1,0 |
Давление воздуха, кгс/см.кв |
4,0-6,0 |
Габариты (В/Ш/Г), мм: |
1900/1000/1000 |
Вес камеры, кг: |
не более 100 |
Рис.19. Камера дробеструйная стационарная.
3.2.3.Комплектация:
Для организации участка по абразивоструйной обработки деталей, необходимо следующие оборудование и приспособления:

Рис.20. Камера дробеструйная мобильная.
3.2.4.Примеры применения.
Дробеструйная камера была использована для выполнения следующих работ: